Серебр-покрытый стержень меди сплава материальный продетый нитку сваренный пятном.
Описание
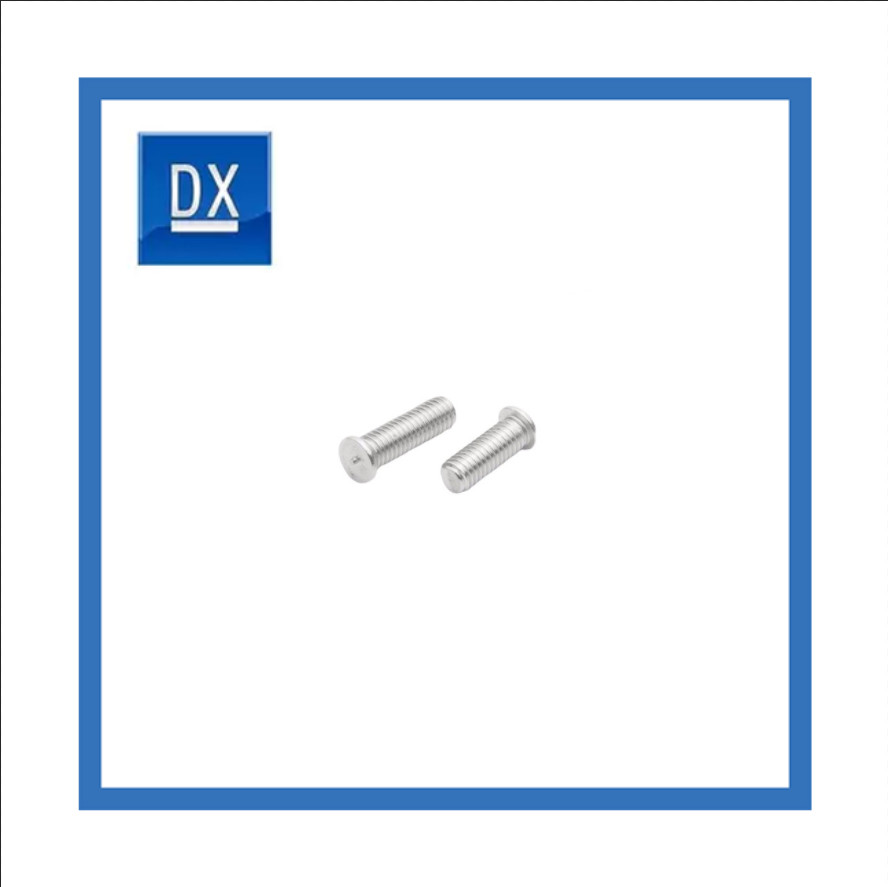
Сваривать стержни ссылается на метод стержней сваривая металла или другие подобные части металла (болты, ногти, etc.) к workpiece (обычно плите) вызваны заваркой стержня, и стержнем использовали для заварки здесь вызваны стержнями заварки.
Заварка стержня метод во что конец стержня в контакте с поверхностью плиты (или трубы), и дуга подпитана. После того как контактирующая поверхность расплавлена, некоторое давление приложено к стержню выполнить заварку. Ногти цилиндрической головы сваривая для дуговой приварки шипов соответствующие для зданий железного каркаса высотного здания, зданий промышленного предприятия, шоссе, железных дорог, мостов, башен, автомобилей, энергии, объектов транспорта, аэропортов, станций, электростанций, поддержек трубопровода, поднимающ машинное оборудование и другие стальные структуры, заварка стержня etc. главным образом составлена источника питания заварки стержня и сваривая оружия.
Характеристики сварочного источника питания стержня:
1. очень сохраняя время и цена
Всем структурам заварки стержня не нужно просверлить, пробить, продеть нитку, заклепать, привинтить и закончить шаги.
2. непрерывно расширить потенциал применения структурного дизайна
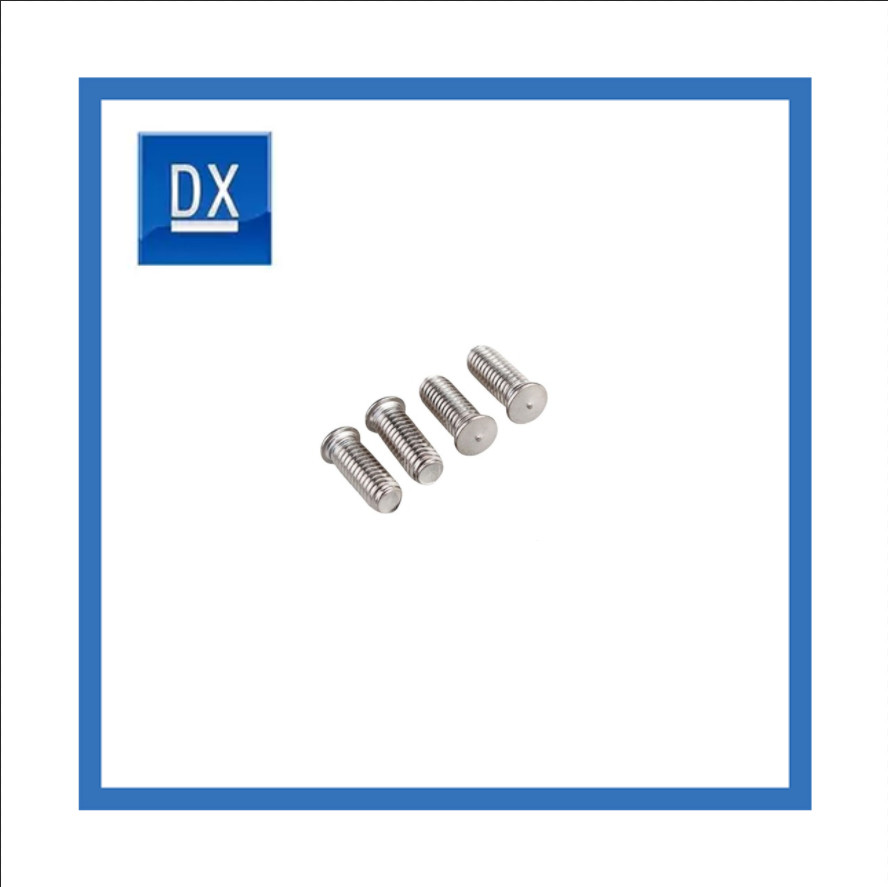
В заварке стержня, сваривая процесс короткий период времени, большой ток и небольшое проникание. Поэтому, это может быть сваренными очень тонкими плитами. Для пользы дуговой приварки шипов керамического кольца вычерченной и дуговой приварки шипов краткосрочного цикла вычерченной, толщина плиты может быть до 1mm. Дуговая приварка шипов разрядки емкости вычерченная может достигнуть 0.6mm, и стержень накопления энергии может достигнуть 0.5mm. Часть работы для заварки стержня необходимо сварить от одной стороны.
3.It можно сварить во всех положениях, и может быть сварено к ограниченному вертикальному разделу с помощью детандеру. Потому что оно сварен в короткий срок и меньшая деформация после сваривать, никакая утеска нет required.and сваренная структура не требует сверлить, его не причинит утечку.
Соединение стержня сваренное может достигнуть высокопрочное, т.е., прочность соединения стержня сваренного больше чем прочность сама стержня.
После того как плита плакировкой или высоко-сплавом сварена, никакая печать на задней части.
| Название продукта |
Серебр-покрытый стержень меди сплава материальный продетый нитку сваренный пятном |
| Материал |
Медь сплава |
| Цвет |
Серебр |
| Поверхность |
Серебряная плакировка |
| Спецификация потока |
Подгонянный |
| Стандарт |
GB/T |
| Использование |
Шкаф металла |
| Дистанционирование потока |
Грубый |
| Обслуживание |
OEM /ODM |
| Пакет |
Пластиковый паллет переклейки углерода box+ bag+, или подгонянный |
| Сертификат |
ISO9001 |
| Условие оплаты |
Депозит TT 50% |
Дисплей фабрики

Испытательные оборудования
Q1: Сколько времени ваш срок поставки?
: Мы имеем большой запас, 3 дня для деталей запаса, 7-15days для продукции.
Q2: Вы обеспечиваете образцы? Оно свободно или дополнительные платы потребности?
: Да, нам смогли предложить свободные образцы для деталей в запасе, как раз нужно оплатить цену доставки.
Цена прессформы необходима для подгонянного деталя.
Q3: Что ваши условия цены?
: EXW/FOB/CIF/CFR/FCA/CPT/CIP/DAP/DDP.
Q4: Что ваш вид продукции?
: Наш вид продукции включает винты, гайки, болты, стержни, штыри…

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!